形位公差的多样符号与图示,助你全面了解!
形位公差:零件加工后的必然差异
在零件加工过程中,即使经过精心操作,也难免会出现一些差异。这些差异不仅包括尺寸上的,更涉及到零件几何特征的点、线、面的实际形状与理想几何体的规定形状之间的差距。这种形状上的差距被称为形状公差,而位置上的差异则被称为位置公差。这些差异统称为形位公差,是机械加工中不可避免的一部分。
为了规范形位公差的标注和检测,国际上制定了一系列的标准。早在20世纪50年代,工业化国家就开始探索形位公差的标准制定。随后,国际标准化组织(ISO)在1969年公布了形位公差标准,并在1978年进一步推荐了形位公差的检测原理和方法。中国也在1980年颁布了形状和位置公差标准,其中详细规定了检测方法和标准符号。这些标准的制定和实施,对于提高机械加工的精度和质量具有重要意义。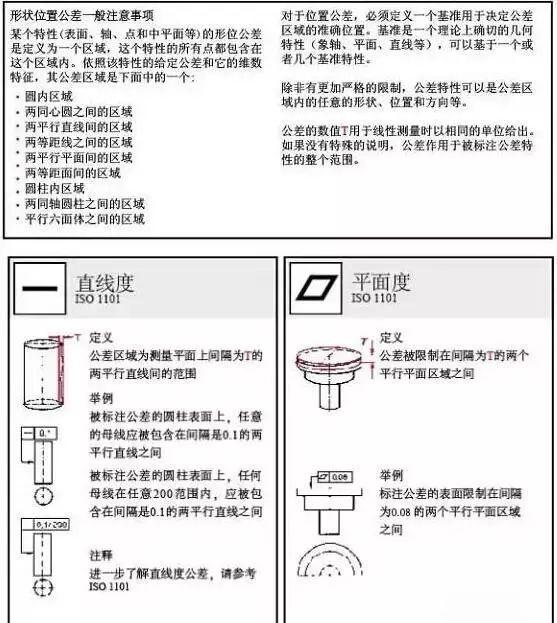
形状误差
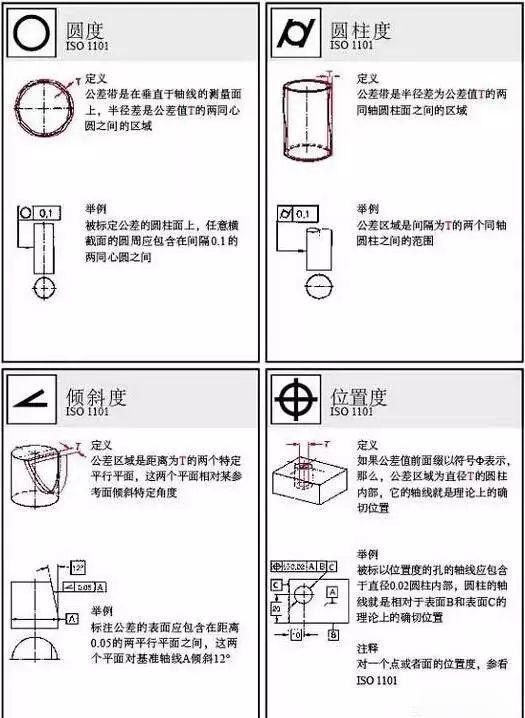
形状误差是指零件在加工过程中,其几何要素如点、线、面等所产生的几何形状上的偏差。例如,在加工圆柱时,可能会出现轴的各断面直径不一致、轴的断面不圆、轴线不直或平面翘曲等问题。
位置误差
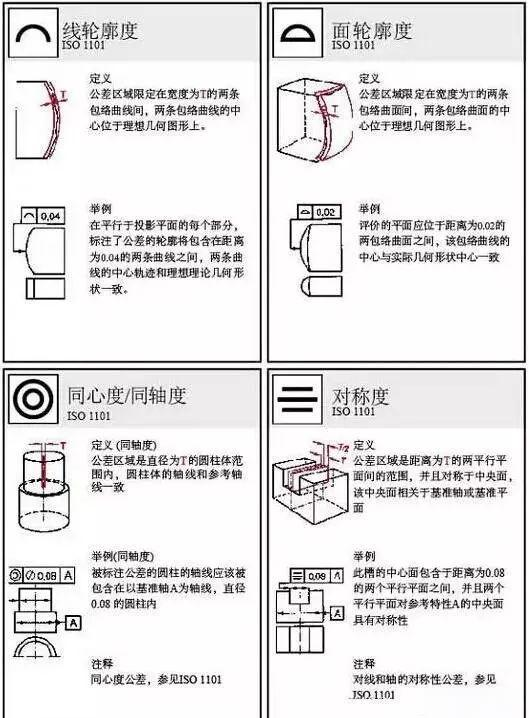
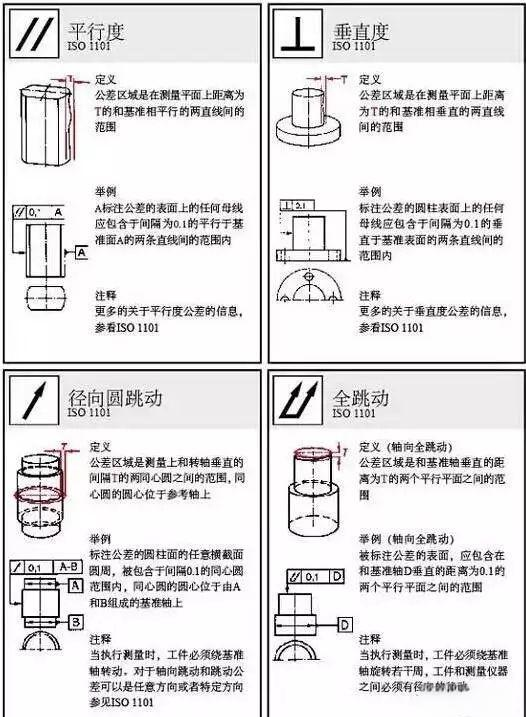
位置误差则是指零件在加工时,其结构要素之间的相对位置可能出现的偏差。例如,阶梯轴的各回转轴线可能发生偏移等。
高效测量方法
目前,有一种高效测量各种形位误差的方法,即利用数据采集仪连接各种指示设备,如百分表等。数据采集仪能自动读取并分析测量数据,无需人工介入,从而显著提高机械测量的效率。
测量仪器
进行形位误差测量时,常用的仪器包括偏摆仪、百分表(或其他指示表)以及数据采集仪。这些仪器设备的发展和应用,为机械加工中的形位公差控制提供了有力支持。
测量原理
方面,数据采集仪能够实时从百分表中获取数据,并自动进行形位误差的计算与分析。数据采集仪的软件中已嵌入多种形位误差计算公式,无需人工干预,即可完成复杂计算,从而显著提升测量的精确度。
本文目录